Каталог услуг

Экспертиза промышленной безопасности резервуаров — это комплекс работ по определению технического состояния и соответствия резервуаров нормам промышленной безопасности, проводимый для обеспечения безаварийной работы и сокращения затрат на обслуживание. Резервуары с токсичными и взрывоопасными жидкостями и газом под избыточным давлением свыше 0,07 Мпа являются опасными производственными объектами (ОПО) и подлежат обязательной экспертизе промышленной безопасности (ЭПБ) до начала применения, по истечении нормативного срока эксплуатации или отсутствии информации о сроке эксплуатации, также после изменения конструкции или аварии с техническими повреждениями и в некоторых других случаях. К таким резервуарам относятся промышленные хранилища углеводородного, химического и растительного сырья.
В ходе экспертизы проводится анализ технической документации и режимов эксплуатации резервуара, изучаются заключения ранее проводимых экспертиз и акты расследования аварий, если они имели место. Эксплуатация резервуаров в составе ОПО без положительного заключения экспертизы промышленной безопасности не допускается, и является административным правонарушением, влекущим за собой приостановление деятельности и крупные штрафы согласно ст. 9.1. КоАП. Ответственность за проведение своевременной экспертизы возложено на эксплуатирующую организацию в лице ответственного за промышленную безопасность, а при его отсутствии на руководителя.
Объем работ, выполняемый при ЭПБ резервуаров, обычно включает в себя тот же перечень работ, который проводится при частичном техническом обследовании (ЧТО) и полном техническом обследовании (ПТО). В ходе обследований могут применяться методы неразрушающего контроля. Так согласно РД 03-420-01 при ТО железобетонных нефтяных резервуаров, применяются методы НК прочности бетона, толщины защитного слоя, сетки армирования и степени коррозии арматуры. РД 03-380-00 посвященный обследованию шаровых резервуаров и газгольдеров предписывает применять акустико-эмиссионный контроль, ультразвуковую дефектоскопию или радиографический метод, а также капиллярный и магнитопорошковый метод контроля.




Наша компания проводит экспертизу промышленной безопасности резервуаров на основании лицензии Ростехнадзора №Л043-00109-50/00671280. Опытные эксперты и специалисты неразрушающего контроля готовы провести экспертизу и оформить заключение с выводами о техническом состоянии резервуара, его соответствии требованиям безопасности и остаточном ресурсе. Помимо разрешительной документации мы имеем опытный персонал и все необходимое оборудование. Стоимость ЭПБ зависит от объема работ, класса опасности, места проведения и других факторов. Работаем в Москве и других регионах. Оперативно. Для оценки стоимости работ направляйте заявки по адресу: kontrol@ntcexpert.ru.
Дополнительные материалы:
- ФНП №536 Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением;
- ФНП N 478 Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на ОПО;
- РД 03-380-00 Инструкция по обследованию шаровых резервуаров и газгольдеров для хранения сжиженных газов под давлением;
- РД 03-420-01 Инструкция по техническому обследованию железобетонных резервуаров для нефти и нефтепродуктов;
- РД 08-95-95 Положение о системе технического диагностирования сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов;
- ГОСТ 31937-2011 Здания и сооружения. Правила обследования и мониторинга технического состояния;
- Приказ Ростехнадзора №305 Руководство по безопасности. Рекомендации по техническому диагностированию сварных вертикальных цилиндрических резервуаров для нефти и нефтепродуктов;
- Приказ Ростехнадзора №636 Руководство по безопасности. Обследование технического состояния изотермических резервуаров сжиженных газов;
- Приказ Ростехнадзора N461 Об утверждении Федеральных норм и правил в области промышленной безопасности "Правила промышленной безопасности складов нефти и нефтепродуктов.
Смотрите так же разделы – Проведение неразрушающего контроля, Техническое обследование резервуаров, Техническое диагностирование котлов, Экспертиза промышленной безопасности.
Проведение экспертизы промышленной безопасности резервуаров РГС, РВС, РВСП, РВСПК, РВСПА и других моделей возможно в городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.

Экспертиза промышленной безопасности (ЭПБ) котельной — это комплекс работ по определению технического состояния и соответствия котельной нормам промышленной безопасности. Цель экспертизы - обеспечения безопасной работы и сокращение затрат на обслуживание котельной. По правилам промышленной безопасности экспертизе подлежит само здание котельной и связанное с ней оборудование. К котельному оборудованию, требующему проведения ЭПБ, относятся котлы, работающие под давлением более 0,07 Мпа, в том числе паровые, водогрейные, бойлеры, цистерны и другие сосуды под избыточным давлением пара, газа и воды температурой более 115°С.
Эксплуатационный контроль и мониторинг технического состояния зданий и сооружений котельной проводят в соответствии ГОСТ 31937—2023 «Здания и сооружения. Правила обследования и мониторинга технического состояния». Экспертизу котельного оборудования проводят согласно ФНП № 536 содержащими правила промышленной безопасности для оборудования, под избыточным давлением, в том числе общий порядок, сроки проведения, форму акта и требования к экспертной организации. В процессе ЭПБ котельной должны соблюдаться общие требования ФЗ №116 «О промышленной безопасности опасных производственных объектов» и приказа Ростехнадзора № 420 «Правила проведения ЭПБ».


Здания и оборудование котельных в составе опасных производственных объектов подлежат экспертизе до начала применения, по истечении нормативного срока службы (или отсутствии данных о сроке службы), после изменения конструкции или аварии с техническими повреждениями. В ходе экспертизы проводится анализ технической документации и режимов эксплуатации котлов, изучаются заключения ранее проводимых экспертиз и акты расследования аварий, если они имели место. При необходимости технического диагностирования применяются методы контроля предписанные ФНП 536, в том числе: ВИК, УК, МК, ПВК, ПВТ, спектральный анализ, металлография, определение твердости.
Экспертизу промышленной безопасности котельных могут проводить только организации, получившие лицензию Ростехнадзора. Экспертная организация и ее эксперты должны быть полностью независимы от компании, эксплуатирующей опасный промышленный объект. Результатом экспертизы является заключение с выводами, о техническом состоянии, регистрируемое в реестре Ростехнадзора. Срок проведения экспертизы не должен превышать трех месяцев со дня получения экспертной организацией комплекта необходимых документов. Государственным органом, курирующим промышленную безопасность, является Федеральная служба по экологическому, технологическому и атомному надзору (Ростехнадзор).
Наша компания проводит экспертизу промышленной безопасности котлов на основании лицензии Ростехнадзора № Л043-00109-50/00671280. Опытные эксперты и специалисты неразрушающего контроля готовы провести экспертизу и оформить заключение с выводами о техническом состоянии котельного оборудования, его соответствии требованиям безопасности и остаточном ресурсе. Стоимость ЭПБ зависит от объема работ, класса опасности, места проведения и других факторов. Работаем в Москве и других регионах. Оперативно. Для оценки стоимости экспертизы направляйте заявки по адресу: kontrol@ntcexpert.ru.
Экспертиза промышленной безопасности котельной:
Подпишитесь на наш канал YouTube
Смотрите так же разделы – Услуги по контролю, ЭПБ кранов, ЭПБ газопроводов, ЭПБ зданий и сооружений, ЭПБ котлов.
Проведение экспертизы промышленной безопасности газовых, блочных, модульных котельных, трубы котельной, возможна в городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.

В соответствии с постановлением Правительства 1477 «О лицензировании деятельности по проведению экспертизы промышленной безопасности», одним из ключевых требований к соискателю лицензии является наличие оборудования, приборов, материалов и средств информационного обеспечения, необходимых для проведения экспертизы промышленной безопасности, принадлежащих соискателю на праве собственности или на ином законном основании. Как правило, проверяющие органы просят иметь минимально необходимый перечень поверенного оборудования. Примерный перечень требуемого оборудования приведен ниже.
- Комплект ВИК для линейно-угловых измерений;
- Ультразвуковой дефектоскоп общего назначения с набором преобразователей;
- Ультразвуковой толщиномер основного металла;
- Универсальный толщиномер покрытий (магнитный и вихретоковый);
- Измеритель прочности бетона методом отрыва;
- Измеритель прочности бетона динамический;
- Адгезиметр защитных покрытий;
- Набор для капиллярного контроля (очиститель, пенетрант, проявитель);
- Набор для магнитного контроля;
- Теодолит электронный;
- Твердомер металла универсальный;
- Люксметр.
Стоит учитывать, что полноценная деятельность по экспертизе промышленной безопасности на опасных производственных объектах различных типов, обычно требует большего количества приборов для диагностики и контроля. Так например, ФНП 536 содержащий правила промышленной безопасности для оборудования под избыточным давлением, помимо ВИК, УК, МК, ПВК, ПВТ, предписывает применять спектральный анализ, металлографию и твердометрию. Руководящий документ РД 03-420-01 посвящённый освидетельствованию железобетонных нефтяных резервуаров, указывает на необходимость применения неразрушающих методов контроля прочности бетона, толщины защитного слоя, сетки армирования и степени коррозии арматуры.
Расширенный список оборудования неразрушающего контроля, рекомендуемый при аттестации лаборатории НК, содержится здесь. Купить или арендовать перечисленное оборудование можно обратившись к менеджеру нашей компании. Помимо поставки оборудования, мы оказываем услуги подготовки специалистов и аттестации лаборатории неразрушающего контроля, являющихся подготовительным этапом при получении лицензии на экспертизу промышленной безопасности.
Смотрите так же разделы – ЭПБ оборудования, Услуги по неразрушающему контролю, Услуги по ЭПБ, Поверка и калибровка, Аренда оборудования.
Оборудование для лицензии на экспертизу промышленной безопасности можно приобрести в городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.

Экспертизе промышленной безопасности (ЭПБ) подлежат дымовые трубы, работающие в составе опасных производственных объектов (ОПО), обычно относящихся к сооружениям котельных или металлургической промышленности, связанной с производством черных и цветных металлов. Опасными считаются котельные, где эксплуатируется оборудование, работающее под избыточным давлением более 0,07 МПа, при температуре нагрева воды более 115 °C, а также газовое оборудование. В металлургии к ОПО относятся объекты, где ведутся горные работы либо используют и перемещают расплавы металлов. Из-за постоянного воздействия высоких температур, агрессивных сред и механических нагрузок дымовые трубы подвержены повышенному износу и коррозии.
Дымовые трубы подлежат экспертизе при вводе в эксплуатацию, по истечении нормативного срока службы (или отсутствии данных о сроке службы), после изменения конструкции или аварии с техническими повреждениями. Также экспертиза необходима, если дымовая труба эксплуатируется более 20 лет, перед ремонтом, реконструкцией или модернизацией трубы. ЭПБ также проводится в случаях, если изменились условия эксплуатации трубы, например, увеличился объём продуктов горения либо изменился их химический состав. Регулярный контроль технического состояния дымовых труб позволяет своевременно выявлять повреждения, такие как трещины, деформации или разрушение футеровки, и предотвращать аварии.
В ходе экспертизы проводится наружный осмотр всех конструктивных элементов трубы, тепловизионное обследование, внутренний осмотр газоотводящего ствола или футеровки, осмотр межтрубного пространства труб типа «труба в трубе», определение прочности и состояния материалов неразрушающими методами контроля в том числе: ВИК, УК, МК, ТК, ПВК, спектральный анализ, металлография, определение твердости. Проводится также анализ технической документации и режимов эксплуатации, изучаются заключения ранее проводимых экспертиз и акты расследования аварий, если они имели место. Эти меры не только предотвращают аварии и чрезвычайные ситуации, но и способствуют оптимизации затрат на обслуживание и повышению эффективности работы предприятий.
Экспертизу промышленной безопасности дымовых труб могут проводить только организации, получившие лицензию Ростехнадзора и имеющие в своем штате экспертов по областям Э12 ЗС или Э13 ЗС в зависимости от принадлежности трубы. Результатом экспертизы является заключение с выводами, о техническом состоянии сооружения, регистрируемое в реестре Ростехнадзора. Срок проведения экспертизы не должен превышать трех месяцев со дня получения экспертной организацией комплекта необходимых документов.
Наша компания проводит экспертизу промышленной безопасности дымовых труб на основании лицензии Ростехнадзора № Л043-00109-50/00671280. Опытные эксперты и специалисты неразрушающего контроля готовы провести экспертизу и оформить заключение с выводами о техническом состоянии трубы, ее соответствия требованиям безопасности и остаточном ресурсе. Стоимость экспертизы зависит от объема работ, класса опасности, места проведения и других факторов. Работаем в Москве и других регионах. Мы гарантируем высокое качество работ, соблюдение всех нормативных требований и оперативное выполнение задач. Для оценки стоимости экспертизы направляйте заявки по адресу: kontrol@ntcexpert.ru
Дополнительные материалы:
- № 116-ФЗ «О промышленной безопасности опасных производственных объектов»;
- ФНП № 536 «Правила промышленной безопасности для оборудования, работающего под избыточным давлением»;
- СП 89.13330.2016 (актуализированная редакция СНиП II-35-76) «Свод правил. Котельные установки;
- СП 13-101-99 «Правила надзора, обследования, проведения технического обслуживания и ремонта промышленных и вентиляционных труб»;
- СП 126.13330.2012 «Геодезические работы в строительстве»;
- ГОСТ 31937-2024 «Здания и сооружения. Правила обследования и мониторинга технического состояния»;
- Федеральный закон №384-ФЗ Технический регламент о безопасности зданий и сооружений.
Смотрите так же разделы – Услуги по контролю, ЭПБ Котельных, ЭПБ Газопроводов, ЭПБ зданий и сооружений.
Проведение экспертизы промышленной безопасности, услуги ЭПБ дымовых труб возможны в городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.


Биениемеры предназначены для контроля радиального биения прямозубых и косозубых зубчатых колес внешнего и внутреннего зацепления, конических и червячных колес, долбяков и шеверов и смещения исходного контура цилиндрических прямозубых и косозубых колес внешнего зацепления. Поверка биениемеров проводится по методике, содержащейся в ГОСТ 8.147-75 «Биениемеры типа СЦ для зубчатых колес. Методы и средства поверки».
Наша лаборатория оказывает услуги поверки биениемеров. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 1 900 руб.

Инклинометры предназначены для измерений зенитного угла и азимута скважины, а также угла установки отклонителя бурового инструмента. Поверка инклинометров проводится по различным методикам, например, на инклинометры накладные серии УСМ-ИСН производства ООО "Системные продукты для строительства" существует методика поверки МП АПМ 03-20 «Инклинометры стационарные накладные серии УСМ-ИСН. Методика поверки». Инклинометры скважинные СКГМ-СИ поверяются согласно методике поверки 26.51.12-002-884748-2017 МП «Методика поверки. Инклинометр скважинный СКГМ-СИ». Поверка инклинометра цифрового СМИК осуществляется по документу МП РТ 1863-2013 «Инклинометры цифровые СМИК. БСГ. Методика поверки».
Наша лаборатория оказывает услуги поверки инклинометров. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 3 000 руб.

Поверка измерителей прочности бетона проводится по различным методикам, например, измеритель прочности бетона NOVOTEST ИПСМ поверяется по методике, содержащейся в п. 3.2 Руководства по эксплуатации НТЦ.ЭД.ИПСМ.000 РЭ «Измеритель прочности NOVOTEST ИПСМ». Поверка измерителя прочности бетона ИПС-МГ4 осуществляется в соответствии с документом КБСП. 427120.049 МП «Измерители прочности бетона ИПС-МГ4. Методика поверки».
Наша лаборатория оказывает услуги поверки измерителей прочности бетона. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 5 500 руб.
![]()
Поверке подлежат генераторы сигнала, внесённые в Госреестр и применяемые в сфере государственного регулирования ОЕИ. Если прибор в Госреестр не вносился, возможна его калибровка с определением действительных метрологических характеристик и выдачей сертификата. Для поверки генератора сигнала отправьте заявку на poverka@ntcexpert.ru
Поверка генераторов сигнала регламентирована ГОСТ 8.322—78 «Генераторы сигналов измерительные. Методы и средства поверки в диапазоне частот от 0,03 – 17,44 ГГц». Основные поверочные операции включают внешний осмотр, определение относительной погрешности установки опорного уровня сигнала, определение максимального уровня и пределов регулировки уровня сигнала, определение параметров генератора при работе в режиме импульсной модуляции, определение параметров генератора при работе в режиме амплитудной синусоидальной модуляции, определение основной погрешности установки девиации частоты. Основные средства поверки: частотомер, ваттметр, анализатор спектра, анализатор источника сигнала, осциллограф.
![]()
Геодезические измерения с использованием дорожных реек попадают в сферу государственного регулирования ОЕИ, поэтому они подлежат обязательной поверке (ст.4, ФЗ-102). Поверка возможна для реек, внесенных в Госреестр РФ. Если модель в реестр не вносилась, возможна его калибровка с определением действительных метрологических характеристик и выдачей сертификата. Дорожные рейки поверяются по локальным методикам различных производителей, например, популярная в РФ модель РДУ Андор поверяется по методике МП 1828-2008.
Наша лаборатория оказывает услуги поверки дорожных реек. Работы проводятся аккредитованной метрологической службой. При положительных результатах выдается свидетельство о поверке и вносится открытая запись в информационный фонд ФГИС «АРШИН». Срок поверки: 5-7 рабочих дней. Возможна срочная поверка. Межповерочный интервал составляет 1 год. Для поверки дорожных реек отправьте заявку на poverka@ntcexpert.ru

Метроштоки предназначены для измерений уровня нефти, нефтепродуктов и подтоварной воды в транспортных и стационарных емкостях. Поверка метроштока необходима для его использования в сфере государственного регулирования ОЕИ. Поверка возможна для российских и импортных метроштоков внесенных в Госреестр РФ.
Наша лаборатория оказывает услуги поверки метроштока. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Если модель в Госреестр не вносилась, возможна ее калибровка с определением действительных метрологических характеристик и выдачей сертификата. Для поверки метроштока отправьте заявку на poverka@ntcexpert.ru

Пластины плоские стеклянные предназначены для проверки интерференционным методом притираемости и плоскостности измерительных поверхностей плоскопараллельных концевых мер длины, призматических мер плоского угла, калибров, измерительных приборов и инструментов. Пластины изготавливают из оптического стекла в форме прямых цилиндров с плоскими торцевыми поверхностями, из которых одна или обе являются рабочими. Методика поверки плоских стеклянных пластин содержится в ГОСТ 8.215-2019 «Пластины плоские стеклянные для интерференционных измерений. Методика поверки». Для поверки плоских стеклянных пластин отправьте заявку на poverka@ntcexpert.ru
Наша лаборатория оказывает услуги поверки плоских стеклянных пластин. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку плоских стеклянных пластин начинаются от 400 руб.

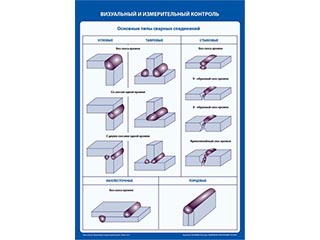
Сварка и неразрушающий контроль идут плотной связкой при монтаже и эксплуатации опасных производственных объектах всех отраслей. Неразрушающий контроль — это контроль качества сварных соединений без нарушения их целостности и вывода из эксплуатации. Как правило контроль проводится при сборке под сварку, после сварки, а также в процессе эксплуатации. Типовыми объектами контроля являются сварные соединения магистральных трубопроводов, котлов, кранов, строительных конструкций и других объектов, стоящих на учете в Ростехнадзоре.
Так же тесно переплетена и нормативная база по сварке и контролю сварных соединений. Примерами общеотраслевых нормативов по данной теме могут быть РД 34 15.132-96 или РД 153-34.1-003-01. Правила контроля качества сварных соединений также содержатся в некоторых отраслевых и корпоративных стандартах, например в РД 34-10.030-89 определяющим нормы контроля сварных соединений технологических трубопроводов атомных станций или РД-08.00-60.30.00-КТН-046-1-05 посвященном контролю сварных соединений нефтепроводов ПАО «Транснефть».
Основными методами неразрушающего контроля качества сварных соединений являются: визуальный, магнитопорошковый, капиллярный, ультразвуковой, радиографический и вихретоковый методы. Общее описание методов здесь. Выбор методов контроля сварных швов зависит от многих факторов, таких как материал, форма, тип дефектов и их ориентация. Выбору методов контроля посвящен раздел 9 ГОСТ ISO 17635-2018 и различные методические материалы. Методы контроля могут применяться как по отдельности и совместно, для достижения лучшего результата. Объемы и периодичность контроля указываются в стандарте или спецификации на продукцию. Квалификация контроллеров должна быть подтверждена в одной из систем оценки соответствия.





Наша аттестованная лаборатория неразрушающего контроля оказывает услуги по сварке и контролю сварных соединений различных промышленных объектов. Мы готовы разработать технологические процессы и выполнять непосредственно работы по сварке и неразрушающему контролю на ОПО. Специалисты нашей компании имеют опыт экспертизы сварочного производства и технико-экономических обоснований перехода на новые технологические процессы сварки, пайки, склеивания и т.д. Все допущенные к работам сотрудники аттестованы в системе НАКС и по СДАНК-02-2020. Проведение контроля возможно лабораторно и с выездом. Заявки направляйте на kontrol@ntcexpert.ru.
Дополнительные материалы:
- РД 34 15.132-96 - Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов
- РД 153-34.1-003-01 - Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования
- СТО Газпром 2-2.4-083-2006
- РД 34-10.030-89
- РД-08.00-60.30.00-КТН-046-1-05
- ГОСТ ISO 17635-2018
Смотрите так же разделы – Услуги лаборатории НК, Визуальный контроль сварки, Ультразвуковой контроль сварки.
Проведение контроля сварных соединений возможно на территории Московской области и в других регионах РФ в том числе городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
![]()
Проволочки предназначены для измерений среднего диаметра наружной резьбы по методу трех проволочек в лабораторных и цеховых условиях в различных отраслях промышленности. Поверка проволочек и роликов проводится по МИ 2078-90 «ГСИ. Проволочки и ролики. Методика поверки». Технические условия на проволочки содержатся в ГОСТ 2475-88 «Проволочки и ролики, Технические условия».
Наша лаборатория оказывает услуги поверки проволочек. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 400 руб.

Штангензубомеры применяются для измерения расстояния между разноименными боковыми поверхностями (толщины) зуба цилиндрических прямозубых и косозубых колес внешнего по постоянной хорде или по хорде делительной окружности на машиностроительных заводах. Поверка штангензубомеров проводится по методике МИ 524-2010 «ГСИ. Штангензубомеры с нониусами ШЗН-18, ШЗН-40. Методика поверки». Технические условия на штангензубомеры содержатся в ТУ 2-034-773-2004 «Штангензубомеры с нониусами. Тип ШЗН. Технические условия».
Наша лаборатория оказывает услуги поверки штангензубомеров. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 490 руб.

Плиты поверочные предназначены для измерений отклонений от прямолинейности и плоскостности, использования в качестве образца плоской поверхности при сборке, измерениях, а также для разметки и притирки деталей и проведении поверки средств измерений в условиях цехов и лабораторий машиностроительного комплекса. Методика поверки поверочных плит содержится в МИ 2007-89 «Рекомендация. ГСИ. Плиты поверочные и разметочные. Методика поверки». Технические условия на поверочные плиты содержатся в ГОСТ 10905-86 «Плиты поверочные и разметочные. Технические условия».
Наша лаборатория оказывает услуги поверки поверочных плит. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 3 000 руб.

Автоколлиматоры предназначены для измерений углов наклона, угловых перемещений, взаимного углового положения плоских отражающих поверхностей в двух плоскостях, отклонений от прямолинейности и плоскостности, а также для применения в качестве прецизионного нуль-индикатора или датчика нуля в системах автоматического управления в метрологических и исследовательских лабораториях, цехах заводов точного приборостроения, станкостроения и машиностроения. Поверка автоколлиматоров проводится по методике, содержащейся в ГОСТ Р 8.874-2014 «Автоколлиматоры. Методика поверки».
Наша лаборатория оказывает услуги поверки автоколлиматоров. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 3 500 руб.