Каталог услуг

Повреждение кабельных линий приводит к аварийному отключению электроснабжения и требует срочного поиска и ремонта. Поиск кабеля так же необходим перед началом земляных и строительных работ, если локация кабеля неизвестна. Поиск обычно проводится в земле или в стенах зданий. Методы поиска мест повреждений кабеля можно условно разделить на два типа: дистанционные (без прохождения по трассе) и топографические (определение точного места повреждения). Подробнее о методах поиска можно почитать здесь. Универсального метода не существует, методика выбирается с учетом длины кабеля, его марки и характера повреждения. Виды повреждений и основные методы поиска приведены в таблице.
Наша аттестованная лаборатория оказывает услуги поиска мест повреждения кабельных линий. Мы выполняем поиск обрыва, замыкания, повреждения изоляции и других и неисправностей кабеля. Возможен поиск кабеля в пучке, кабелей под напряжением, обесточенных, высоковольтных, греющих и других типов силового кабеля. Выполняем трассировку. Используем наведение генератором индукционного сигнала без прямого подключения. Работы проводятся инженерами с высшим образованием и аттестацией по СДАНК-02-2020. Лаборатория укомплектована всем необходимы оборудованием. По результатам контроля выдается официальное заключение, Цена услуги поиска кабеля в Москве начинается от 10 000 рублей за выезд. Заявки направляйте по адресу: kontrol@ntcexpert.ru



Виды повреждений и основные методы поиска
| Виды повреждений | Схема повреждения | Переходное сопротивление, Ом | Дистанционный метод | Топографический метод | Оборудование для определения мест повреждений |
| Замыкание фаз на оболочку кабеля |  |
Rп < 50 | Импульсный | Акустический | РЕЙС-105М1, ГП-24 «Акустик», ПА-1000А |
| 100 < Rп < 10 4 | Мостовой | Акустический, накладная рамка |
SC40, ПКМ-105, ГП-24 «Акустик», ПА-1000А |
||
 |
Rп ≤ 50 | Импульсный | Акустический, индукционный, накладная рамка |
РЕЙС-105М1, КП-500К | |
| 100 < Rп < 10 4 | Петлевой (мостовой) |
Акустический | РЕЙС-305, SC40, ПКМ-105, ГП-24 «Акустик», ПА-1000А |
||
 |
Rп ≤ 50 | Импульсный | Акустический | РЕЙС-105М1, КП-500К | |
| 100 < Rп < 10 4 | Мостовой | Акустический, индукционный |
РЕЙС-305, SC40, ПКМ-105, ГП-24 «Акустик», ПА-1000А |
||
| Замыкания между фазами |  |
Rп < 100 | Импульсный | Индукционный | РЕЙС-105М1, КП-500К |
| Обрыв жил с заземлением и без заземления |  |
Rп > 106 | Импульсный, колебательного разряда |
Акустический, индукционный, накладная рамка |
РЕЙС-305, SC40, SDC50, SD80, АИП-70, ГП-24 «Акустик», ПА-1000А, КП-500К |
 |
Rп > 106 | Импульсный, колебательного разряда |
Акустический | РЕЙС-305, SC40, SDC50, SD80, АИП-70, ГП-24 «Акустик», ПА-1000А |
|
| 0 < Rп < 5х103 | Импульсный | Акустический, индукционный |
РЕЙС-105М1, ГП-24 «Акустик», ПА-1000А, КП-500К |
||
| Заплывающий пробой |  |
Rп > 106 | Колебательного разряда | Акустический | РЕЙС-305, SC40, SD80, АИП-70, ГП-24 «Акустик», ПА-1000А |
Учебный фильм - трассопоисковый комплекс "Сталкер" 75-24
Подпишитесь на наш канал RuTube
Смотрите так же разделы: Трассоискатели, Кабелеискатели, Электроискровой контроль, Услуги по неразрушающему контролю.
Оказание услуг поиска повреждений кабельных линий возможно на территории Московской области и в других регионах РФ в том числе городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
На сегодняшний день наиболее распространенным методом измерения твердости для резины, дерева и пластиков является метод Шора. Данный метод оценивает твердость по глубине проникновения индентора в испытуемый материал. Другие методы широкого распространения в нашей стране не получили. В большинстве случаев твердость по Шору оценивают по шкалам A и D. Применимость шкал для различных материалов и типы инденторов показаны на рисунках. Метод Шора применим для образцов толщиной не менее 4 мм (желательно 8-10 мм), при расстоянии от края не менее 13 мм. Поверхность образца не должна иметь видимых дефектов. Измерения проводят не менее чем в трех точках. Дюрометр должен иметь метрологическую аттестацию. Для калибровки твердомеров (дюрометров) Шора используются специальные меры.
Наша лаборатория оказывает услуги измерения твердости резины, пластиков и других материалов с использованием твердомеров по методу шора (шкалы A и D) Работы проводятся опытными специалистами, аттестованными на II уровень по СДАНК-02-2020. По результатам контроля выдается заключение о показателях твердости контролируемого объекта (примеры). Проведение работ возможно в московском регионе и за его пределами. Стоимость работ по измерению твердости начинается от 1 000 руб. за одно изделие. Для составления коммерческого предложения необходимо сообщить описание объекта, материал, сферу применения, чертеж или фото, место проведения и количество объектов контроля. Заявки направляйте по адресу: kontrol@ntcexpert.ru.


Дополнительные материалы:
- ГОСТ 263-75 Резина. Метод определения твердости по Шору A
- ГОСТ 20403-75 (СТ СЭВ 1970-79) Резина. Метод определения твердости в международных единицах (от 30 до 100 IRHD)
- ГОСТ 24621-2015 (ISO 868:2003) Пластмассы и эбонит Определение твердости при вдавливании с помощью дюрометра (твердость по Шору)
- ГОСТ Р ИСО 7619-1-2009 Резина вулканизованная или термопластичная. Определение твердости при вдавливании с применением дюрометра (твердость по Шору)
Смотрите так же разделы: Измерение твердости металлов, Определение твердости по Роквеллу, Измерение шероховатости, Капиллярный контроль.
Измерение твердости резины возможно на территории Московской области и в других регионах РФ в том числе городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
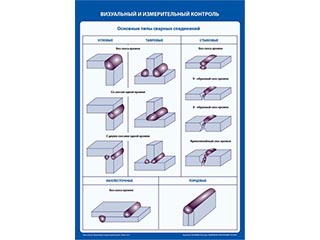
Неразрушающий контроль в авиации является частью системы поддержания летной годности воздушных судов. Методы неразрушающего контроля обеспечивают выявление дефектных агрегатов ВС, предотвращая их возможное разрушение в ходе эксплуатации. Авиационные детали «любят» сервис, поэтому для НК в авиации характерны высокая частота, 100% выборка и строгие браковочные допуски. Общие требования к проведению неразрушающего контроля авиационной техники содержатся в ГОСТ Р 55253-2012. Основными видами контроля воздушных судов являются ВИК, КК, МПК, УЗК, РК, ТК.
Наша лабораторий оказывает услуги неразрушающего контроля воздушных судов гражданской авиации. Специалисты нашей компании – выпускники МГТУ ГА, имеющие многолетний опыт контроля воздушных судов различных модификаций. Специалисты имеют аттестацию по стандартам EN 4179, SNT-TC-1A, NAS 410, ATA 105 и сертификаты учебных центров авиационные предприятий. Лаборатория укомплектована оборудованием, рекомендованным ведущими авиапроизводителями. Заявки направляйте по адресу kontrol@ntcexpert.ru.




| Методы НК | Сферы применения в авиации |
| Визуально-оптический | Бороскопический контроль элементов двигателя, телеинспекция топливных баков, лопаток турбины, кромок сопловых аппаратов, дисков турбины, внутренних полостей камер сгорания ГТД |
| Капиллярный | Контроль лопаток ТВД, компрессоров, силовых шпангоутов, стрингеров, лонжеронов, лопастей винтов самолётов и вертолётов, различные элементы шасси. |
| Магнитный | Усталостные трещины подвижных элементов крыльев, дефекты болтов, окрашенные элементы, валы турбин и компрессоров, элементы шасси. |
| Ультразвуковой | Измерение толщины обшивки, контроль закрылков, ступицы колёс, контроль композитов, сотовых и интегральных панелей, различные многослойные элементы, |
| Радиографический | Выявление очагов коррозии в закрытых конструкциях, литые детали, детали сложной формы |
| Вихретоковый | Элементы шасси, болтовые и клепанные соединения, пазы, отверстия, усталостные трещины профилей крыла и фюзеляжа, лопатки двигателя, различные трубки, детали в изоляции и герметике. |
| Тепловой | Выявление скоплений воды, расслоений и коррозии, контроль пластиков, композитов и кевларовых элементов. |
Дополнительные материалы:
- ГОСТ Р 58989-2020 - Двигатели газотурбинные авиационные. Неразрушающий контроль основных деталей. Общие требования
- ГОСТ Р 52745-2007 - Контроль качества материалов и полуфабрикатов, используемых при изготовлении изделий авиационной, космической, оборонной техники.
- ГОСТР 55252–2012 - Контроль неразрушающий авиационной техники. квалификация и сертификация персонала.
- ОСТ 54 30019-83. Контроль неразрушающий. Порядок применения методов и средств неразрушающего контроля при эксплуатации и ремонте авиационной техники гражданской авиации.
Неразрушающий контроль в авиации
Подпишитесь на наш канал RuTube
Смотрите так же разделы: Поверка средств измерений, Услуги по неразрушающему контролю, Аттестация по неразрушающему контролю.
Проведение неразрушающего контроля в авиации возможно на территории Московской области и в других регионах РФ в том числе городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А так же Республики Казахстан, Белоруссия и другие страны СНГ.

Термопреобразователь (термометр сопротивления) – датчик для измерений температуры. Поверка термопреобразователя — это совокупность действий для определения его погрешности и годности к применению. Поверка необходима для работы в сфере госрегулирования ОЕИ, например для преобразователей в системах автоматики опасных производственных объектов, в медицине и других отраслях. Поверке термопреобразователей посвящены различные методики, например ГОСТ 8.461–2009 для термопреобразователей сопротивления из платины, меди и никеля или локальная методика ЮВМА.400520.013 Д6 для популярных в РФ преобразователей серии ТСП. Применяются также локальные методики различных производителей. Периодичность поверки, как правило 1 год.
Наша лаборатория оказывает услуги поверки термопреобразователей различных производителей. Поверка проводится метрологической службой в системе Росаккредитации. Все поверители аттестованы на поверку приборов теплофизических измерений. При положительных результатах выдается свидетельство о поверке и вносится открытая запись в информационный фонд ФГИС «АРШИН». Срок поверки термопреобразователей сопротивления: 5-7 рабочих дней. При необходимости возможна срочная поверка и доставка силами нашей метрологической службы. Для поверки отправьте заявку на poverka@ntcexpert.ru.

Оптический квадрант — инструмент для измерения угла наклона плоскостей к горизонтали. Применяется для поверки угломерных приборов. В свою очередь квадрант подлежит обязательной поверке для работы в сфере государственного регулирования ОЕИ. Методика поверки квадранта содержится в ГОСТ 8.393-2010 и локальных методиках различных производителей например ТУ 3-3.179-81 для поверки популярных в РФ квадрантов модели КО-60. Периодичность поверки квадранта как правило один год.
Наша лаборатория оказывает услуги поверки оптических квадрантов. Поверка проводятся аккредитованной метрологической службой. Все поверители аттестованы на поверку линейно-угловых приборов. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку квадрантов оптических начинаются от 2 000 руб.

Поверка плотномера — это совокупность операций для определения его погрешности и годности к применению. Поверка необходима для использования плотномера в сферах государственного регулирования ОЕИ, например в медицине, строительстве и нефтехимии. Поверка возможна для жидкостных, газовых, грунтовых и других плотномеров внесенных в Госреестр РФ. Если модель в реестр не вносилась, возможна калибровка с определением действительных метрологических характеристик и выдачей сертификата. Периодичность поверки плотномеров обычно 1-2 года.
Наша лаборатория оказывает услуги поверки и калибровки плотномеров различных производителей, в том числе популярных в РФ моделей DM 340.2, DM 230, DDM, ПА-МГ4. Поверка проводится метрологической службой, аккредитованной в системе Росаккредитации. Все поверители аттестованы на поверку средств измерений механических величин. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в базу ФГИС «АРШИН». Срок поверки: 5-7 рабочих дней. Возможна срочная поверка.

Обязательной поверке подлежат барометры, внесенные в Госреестр и применяемые в сфере госрегулирования ОЕИ, в том числе в области метеорологии. Методика поверки барометров содержится в локальных методиках, например МИ 2705-2001 для популярной модели БАММ-1 или МП 231-0068 для цифровых барометров MSB780. В качестве средств поверки применяется эталонный барометр в комплекте с переносным поверочным комплексом, эталонный манометр 1-го разряда и разное вспомогательное оборудование. Основными поверочными операциями является определение герметичности и метрологических характеристик барометра. Межповерочный интервал составляет 1-2 года в зависимости от модели.
Наша лаборатория занимается поверкой барометров. Поверка проводится метрологической службой, аттестованной в системе Росаккредитации. При положительных результатах выдается свидетельство о поверке и вносится открытая запись в базу ФГИС «Аршин». Срок выполнения работ 3-5 рабочих дней. Возможна срочная поверка. Цена поверки барометров указана в Прайс-листе. Образец протокола поверки барометра содержится в приложении А МИ 2705-2001. Для барометров, используемых вне сферы госрегулирования (бытовые модели), возможно проведение добровольной калибровки, необходимость которой определяет сам владелец.

Обязательной поверке подлежат кондуктометры, внесенные в Госреестр и применяемые в сфере госрегулирования ОЕИ, в том числе в области охраны окружающей среды и на опасных производственных объектах. Поверка кондуктометров регламентирована ГОСТ 8.292-2013 и локальными методиками производителей, например ГРБА.414311.001 МП для портативных кондуктометров КП-150МИ или МИ 176-79 для кондуктометров-солемеров МАРК-602. Периодичность поверки, как правило 1 раз в год.
Наша лаборатория оказывает услуги поверки кондуктометров. Поверка проводится метрологической службой, аттестованной в системе Росаккредитации. Все метрологи аттестованы на поверку электрохимических приборов. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается свидетельство о поверке и вносится открытая запись в базу ФГИС «Аршин». Возможно проведение срочной поверки. Если прибор в Госреестр не вносился, возможна его добровольная калибровка.

Обязательной поверке подлежат вакуумметры, внесенные в Госреестр и используемые в сфере государственного регулирования ОЕИ, например в составе опасных производственных объектов подведомственных Ростехнадзору. Поверка вакуумметров, работающих вне сферы госрегулирования не обязательна. Для таких приборов возможна добровольная калибровка с выдачей сертификата. Периодичность поверки вакуумметров 1-2 года в зависимости от конструкции и даты выпуска. Точные сроки поверки указываются в паспортах и описаниях типа конкретных моделей.
Наша лаборатория оказывает услуги поверки и калибровки вакуумметров. Поверка проводится метрологической службой, аттестованной в системе Росаккредитации. Диапазон показаний поверяемых вакуумметров до -100 кПа. Погрешность 0,06%. При положительных результатах выдается свидетельство о поверке. Данные вносятся в базу ФГИС «Аршин». Срок выполнения работ, как правило 3-5 рабочих дней с момента получения приборов. Возможна срочная выездная поверка. Цены на поверку вакуумметров начинаются от 400 руб.

Поверка расходомера — это совокупность действий для определения его погрешности и годности к применению. Поверка необходима если расходомер работает в сфере государственного регулирования ОЕИ, например в сфере коммунальных услуг или на опасном производственном объекте. Поверке расходомеров посвящены различные методики, например ГОСТ Р 8.675-2009 для электромагнитных расходомеров, МИ 163-78 для массовых расходомеров жидкости или РД 50-211-80 для расходомеров и счетчиков газа. Периодичность поверки, как правило 1 год.
Наша лаборатория оказывает услуги поверки расходомеров-счетчиков различных производителей, в том числе Взлет, Эмис, Krohne, Portaflow, Ирвис, Prowirl и других. Поверка проводится метрологической службой, аккредитованной в системе Росаккредитации. Все поверители аттестованы на поверку приборов измерения параметров потока и расхода веществ. При положительных результатах выдается свидетельство о поверке и вносится открытая запись в информационный фонд ФГИС «АРШИН». Срок поверки расходомеров: 5-7 рабочих дней. Цена поверки расходомеров указана в Прайс-листе.
![]()
Обязательной поверке подлежат измерители и датчики давления, внесенные в Госреестр и применяемые в сфере государственного регулирования ОЕИ, например в составе оборудования, работающего под давлением более 0,07 Мпа, паропроводов, баллонов сжатого газа и других опасных производственных объектов подведомственных Ростехнадзору. Для датчиков, используемых вне сферы госрегулирование возможно проведение калибровки, необходимость и периодичность которой определяет сам владелец.
Наша лаборатория оказывает услуги поверки и калибровки датчиков давления. Поверка проводится метрологической службой, аккредитованной в системе Росаккредитации. При положительных результатах выдается свидетельство о поверке и вносится открытая запись в базу ФГИС «Аршин». Поверка возможна как в нашей лаборатории, так и с выездом по Москве и в регионы России. Срок выполнения работ, как правило 3-5 рабочих дней. Возможна срочная выездная поверка. Цена поверки датчиков давления зависит от класса точности, диапазона измерений и количества поверяемых приборов. Цена поверки указана в Прайс-листе.

Сигнализатор загазованности контролирует содержание природного и угарного газа в воздухе помещений. Поверка сигнализатора загазованности — это совокупность действий для определения его погрешности и годности к применению. Поверка необходима если анализатор работает в сфере государственного регулирования ОЕИ, например в области охраны труда или на опасных производственных объектах. Поверке сигнализаторов газа посвящены различные методики, например МП-242-1068-2010 для сигнализаторов СИКЗ или ГЭ.421453.004 МП для популярной в РФ модели СЗ-1. Периодичность поверки, как правило 1 год.
Наша лаборатория оказывает услуги поверки сигнализаторов загазованности различных производителей, в том числе Testo, Аналитприбор, Овен, ЦИТ-Плюс Эксис, Seitron, Кенарь и других. Поверка проводится метрологической службой, аккредитованной в системе Росаккредитации. Все поверители аттестованы на поверку приборов учета газа. При положительных результатах выдается свидетельство о поверке и вносится открытая запись в информационный фонд ФГИС «АРШИН». Срок поверки: 5-7 рабочих дней. Цена поверки начинается от 1 500 руб. Цены содержатся в Прайс-листе метрологической службы. Для поверки сигнализаторов газа отправьте заявку на poverka@ntcexpert.ru.

Обязательной поверке подлежат преобразователи и датчики давления, внесенные в Госреестр и применяемые в сфере государственного регулирования ОЕИ, например в составе оборудования, работающего под давлением более 0,07 Мпа, паропроводов, баллонов сжатого газа и других опасных производственных объектов подведомственных Ростехнадзору. Для преобразователей давления измерительных, используемых вне сферы госрегулирование возможно проведение калибровки, необходимость и периодичность которой определяет сам владелец.
Наша лаборатория оказывает услуги поверки преобразователей давления. Поверка проводится метрологической службой, аттестованной в системе Росаккредитации. При положительных результатах выдается свидетельство о поверке и вносятся данные в систему ФГИС «Аршин». Поверка возможна как в нашей лаборатории, так и с выездом по Москве и в регионы России. Срок выполнения работ 3-5 рабочих дней. Возможна срочная поверка. Цена поверки преобразователей давления зависит от класса точности, диапазона измерений и количества поверяемых приборов. Цена поверки указана в Прайс-листе.
Образцы по вихретоковому контролю


")






Поверка секундомера — это совокупность операций для определения его погрешности и годности к применению. Поверка секундомера необходима для работы в сферах госрегулирования ОЕИ, например на опасных промышленных объектах, ГО и ЧС а также на официальных спортивных соревнованиях. Поверка возможна для моделей внесенных в Госреестр РФ. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Если модель в Госреестр не вносилась, либо работает вне сферы госрегулирования, возможна ее калибровка.
Наша лаборатория оказывает услуги поверки секундомеров. Работы проводятся аккредитованной метрологической службой. Все поверители аттестованы на поверку средств измерения времени. Срок выполнения работ: 5–7 рабочих дней. Для поверки секундомера, отправьте заявку на poverka@ntcexpert.ru. При необходимости возможна срочная поверка. Цена поверки секундомеров указана в прайс-листе.

Поверка рефлектометра — это совокупность действий для определения его погрешности и годности к применению. Поверка необходима если прибор работает в сфере государственного регулирования ОЕИ и на объектах требующих повышенной точности и достоверности измерений. Поверке рефлектометров посвящены различные методики, например Р 50.2.071-2009 для приборов оптического типа, или локальная методика для популярных в РФ моделей серии РЕЙС. Поверка возможна для рефлектометров внесенных в Госреестр РФ. Если модель в Госреестр не вносилась, либо работает вне сферы госрегулирования, возможна ее калибровка с определением метрологических характеристик и выдачей сертификата.
Наша лаборатория оказывает услуги поверки оптических и импульсных рефлектометров различных производителей, в том числе Yokogawa, Exfo, Fod, Топаз, Гамма, Рейс, Kiwi, Delta, Megger и других. Поверка проводится метрологической службой, аккредитованной в системе Росаккредитации. Все поверители аттестованы на поверку приборов контроля ВОЛС. При положительных результатах выдается свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Срок поверки рефлектометров: 3-5 рабочих дней. При необходимости возможна срочная поверка. Для поверки рефлектометров отправьте заявку на poverka@ntcexpert.ru.