Каталог услуг


Биениемеры предназначены для контроля радиального биения прямозубых и косозубых зубчатых колес внешнего и внутреннего зацепления, конических и червячных колес, долбяков и шеверов и смещения исходного контура цилиндрических прямозубых и косозубых колес внешнего зацепления. Поверка биениемеров проводится по методике, содержащейся в ГОСТ 8.147-75 «Биениемеры типа СЦ для зубчатых колес. Методы и средства поверки».
Наша лаборатория оказывает услуги поверки биениемеров. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 1 900 руб.

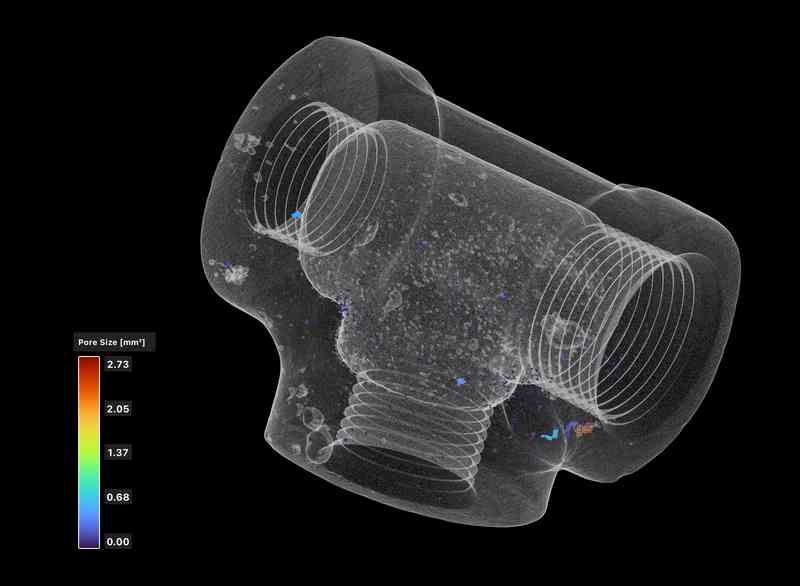
Сварка и неразрушающий контроль идут плотной связкой при монтаже и эксплуатации опасных производственных объектах всех отраслей. Неразрушающий контроль — это контроль качества сварных соединений без нарушения их целостности и вывода из эксплуатации. Как правило контроль проводится при сборке под сварку, после сварки, а также в процессе эксплуатации. Типовыми объектами контроля являются сварные соединения магистральных трубопроводов, котлов, кранов, строительных конструкций и других объектов, стоящих на учете в Ростехнадзоре.
Так же тесно переплетена и нормативная база по сварке и контролю сварных соединений. Примерами общеотраслевых нормативов по данной теме могут быть РД 34 15.132-96 или РД 153-34.1-003-01. Правила контроля качества сварных соединений также содержатся в некоторых отраслевых и корпоративных стандартах, например в РД 34-10.030-89 определяющим нормы контроля сварных соединений технологических трубопроводов атомных станций или РД-08.00-60.30.00-КТН-046-1-05 посвященном контролю сварных соединений нефтепроводов ПАО «Транснефть».
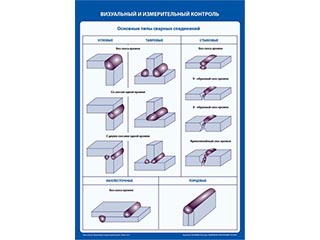
Основными методами неразрушающего контроля качества сварных соединений являются: визуальный, магнитопорошковый, капиллярный, ультразвуковой, радиографический и вихретоковый методы. Общее описание методов здесь. Выбор методов контроля сварных швов зависит от многих факторов, таких как материал, форма, тип дефектов и их ориентация. Выбору методов контроля посвящен раздел 9 ГОСТ ISO 17635-2018 и различные методические материалы. Методы контроля могут применяться как по отдельности и совместно, для достижения лучшего результата. Объемы и периодичность контроля указываются в стандарте или спецификации на продукцию. Квалификация контроллеров должна быть подтверждена в одной из систем оценки соответствия.





Наша аттестованная лаборатория неразрушающего контроля оказывает услуги по сварке и контролю сварных соединений различных промышленных объектов. Мы готовы разработать технологические процессы и выполнять непосредственно работы по сварке и неразрушающему контролю на ОПО. Специалисты нашей компании имеют опыт экспертизы сварочного производства и технико-экономических обоснований перехода на новые технологические процессы сварки, пайки, склеивания и т.д. Все допущенные к работам сотрудники аттестованы в системе НАКС и по СДАНК-02-2020. Проведение контроля возможно лабораторно и с выездом. Заявки направляйте на kontrol@ntcexpert.ru.
Дополнительные материалы:
- РД 34 15.132-96 - Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов
- РД 153-34.1-003-01 - Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования
- СТО Газпром 2-2.4-083-2006
- РД 34-10.030-89
- РД-08.00-60.30.00-КТН-046-1-05
- ГОСТ ISO 17635-2018
Смотрите так же разделы – Услуги лаборатории НК, Визуальный контроль сварки, Ультразвуковой контроль сварки.
Проведение контроля сварных соединений возможно на территории Московской области и в других регионах РФ в том числе городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А так же Республики Казахстан, Белоруссия и другие страны СНГ.

Автоколлиматоры предназначены для измерений углов наклона, угловых перемещений, взаимного углового положения плоских отражающих поверхностей в двух плоскостях, отклонений от прямолинейности и плоскостности, а также для применения в качестве прецизионного нуль-индикатора или датчика нуля в системах автоматического управления в метрологических и исследовательских лабораториях, цехах заводов точного приборостроения, станкостроения и машиностроения. Поверка автоколлиматоров проводится по методике, содержащейся в ГОСТ Р 8.874-2014 «Автоколлиматоры. Методика поверки».
Наша лаборатория оказывает услуги поверки автоколлиматоров. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 3 500 руб.

Плиты поверочные и разметочные предназначены для измерений отклонений от прямолинейности и плоскостности, использования в качестве образца плоской поверхности при сборке, измерениях, а также для разметки и притирки деталей и проведении поверки средств измерений в условиях цехов и лабораторий машиностроительного комплекса. Методика поверки поверочных плит содержится в МИ 2007-89 «Рекомендация. ГСИ. Плиты поверочные и разметочные. Методика поверки». Технические условия на поверочные плиты содержатся в ГОСТ 10905-86 «Плиты поверочные и разметочные. Технические условия».
Наша лаборатория оказывает услуги поверки поверочных плит. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 3 000 руб.

Штангензубомеры применяются для измерения расстояния между разноименными боковыми поверхностями (толщины) зуба цилиндрических прямозубых и косозубых колес внешнего по постоянной хорде или по хорде делительной окружности на машиностроительных заводах. Поверка штангензубомеров проводится по методике МИ 524-2010 «ГСИ. Штангензубомеры с нониусами ШЗН-18, ШЗН-40. Методика поверки». Технические условия на штангензубомеры содержатся в ТУ 2-034-773-2004 «Штангензубомеры с нониусами. Тип ШЗН. Технические условия».
Наша лаборатория оказывает услуги поверки штангензубомеров. Поверка проводятся аккредитованной метрологической службой. Срок выполнения работ: 5-7 рабочих дней. При положительных результатах выдается бумажное свидетельство о поверке и вносится открытая запись в ФГИС «АРШИН». Цены на поверку прогибомеров начинаются от 490 руб.