Дефектоскопия деталей


Дефектоскопия деталей — это комплекс неразрушающих методов контроля, позволяющих выявлять поверхностные и подповерхностные дефекты в изделиях без их разрушения. Методы дефектоскопии деталей обычно указываются в НТД и зависят от особенностей объекта контроля, его материала, формы, качества обработки и сферы применения. Дефектоскопия позволяет определить соответствие изделий требованиям нормативов и достоверно прогнозировать их эксплуатационные характеристики.
Основные методы дефектоскопии деталей
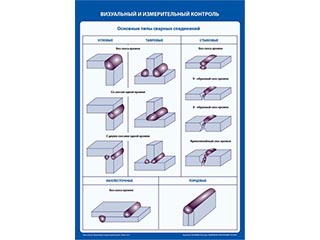
В первую очередь обычно применяется визуально-измерительный контроль (ВИК), который является базовыми и предшествует всем остальным видам дефектоскопии. ВИК проводят невооруженным глазом и с применением оптических приборов до 20-кратного увеличения (лупы, микроскопы, эндоскопы, зеркала и др.). Визуальный контроль прост, дёшев и информативен, однако не может выявить внутренние дефекты. Общие положения по визуальному контролю содержатся в ГОСТ Р ЕН 13018-2014.





Ультразвуковой контроль (УК) применим для любых однородных материалов, пропускающих ультразвук. Метод выявляет как внешние, так и глубокие внутренние дефекты, в том числе наиболее опасные, как трещины и непровары. Современные средства УК делают его быстрым, дешевым и относительно простым. К недостаткам можно отнести невозможность точной оценки размера дефекта и ограничения при контроле деталей сложной формы и крупнозернистых металлов. Основополагающим документом по данному методу является ГОСТ Р 55724-2013.
Для поиска внутренних дефектов (глубже 1 мм) активно применяется радиографический контроль (РК). Преимущества радиографии — это универсальность, высокая чувствительность, наглядность и низкие требования к подготовке контролируемых объектов. На сегодняшний день радиографический контроль предписан для самых ответственных участков, став основным видом дефектоскопии деталей в атомной, нефтяной и газовой отраслях. Основным документом по данной теме является ГОСТ 7512-82.
Для контроля ферромагнитных деталей хорошо подходит магнитопорошковый метод (МК), который выявляет не только поверхностные, но и подповерхностные дефекты на глубине до 2-3 мм. Метод работает через краску и загрязнения. Для повышения чувствительности магнитной дефектоскопии деталей можно применять флуоресцентные суспензии. Контроль магнитопорошковым методом проводится в соответствии с ГОСТ Р 56512-2015.
Капиллярный метод (ПВК), как и магнитный имеет высокую чувствительность, но в отличии от последнего не может выявлять внутренние и сильно загрязненные дефекты. При этом оперативность и дешевизна капиллярной дефектоскопии делают ее общеприменимой для поиска поверхностных трещин с шириной раскрытия менее 1 мкм (с флуоресцентным пенетрантом). Общие требования касающиеся проведения ПВК содержатся в ГОСТ 18442-80.
Вихретоковый метод используют для выявления поверхностных дефектов на галтельных переходах, отверстиях фланца маховика и других труднодоступных местах, таких, как например зубья шлицевого вала. Метод выявляет поверхностные и неглубокие подповерхностные дефекты. Возможен контроль магнитных и немагнитных сплавов. Контроль проводится по ГОСТ Р ИСО 15549-2009 и различными отраслевыми нормативами.
Наша лаборатория неразрушающего контроля проводит дефектоскопию деталей, в том числе работающих в составе оборудования опасных производственных объектов. Помимо дефектоскопии, мы проводим химический анализ состава металла, определение твердости, шероховатости, контроль формы и размеров. Мы имеем аттестацию, опытный персонал и все необходимое оборудование. По результатам работ выдается заключение. Заявки направляйте на: kontrol@ntcexpert.ru
Смотрите так же разделы – Визуальный и измерительный контроль, Магнитный контроль, Ультразвуковой контроль, Капиллярный контроль, Вихретоковый контроль.