Словарь определений
 Подутость – дефект отливки в виде местного утолщения отливки вследствие распирания неравномерно или недостаточно уплотненной песчаной формы заливаемым металлом.
Подутость – дефект отливки в виде местного утолщения отливки вследствие распирания неравномерно или недостаточно уплотненной песчаной формы заливаемым металлом.
Относится к дефектам несоответствия по геометрии отливки.
Источник фото – «Фотоальбом дефектов основного металла»
Источник определения – ГОСТ 19200-80 "Отливки из чугуна и стали. Термины и определения дефектов"
 Перекос – дефект отливки в виде смещения одной части отливки относительно осей или поверхностей другой части по разъему формы, модели или опок вследствие их неточной установки и фиксации при формовке и сборке.
Перекос – дефект отливки в виде смещения одной части отливки относительно осей или поверхностей другой части по разъему формы, модели или опок вследствие их неточной установки и фиксации при формовке и сборке.
Относится к дефектам несоответствия по геометрии отливки.
Источник фото – «Фотоальбом дефектов основного металла»
Источник определения – ГОСТ 19200-80 "Отливки из чугуна и стали. Термины и определения дефектов"
 Обжим – дефект отливки в виде нарушенной конфигурации отливки, возникающей вследствие деформации формы из-за механических воздействий до или во время заливки.
Обжим – дефект отливки в виде нарушенной конфигурации отливки, возникающей вследствие деформации формы из-за механических воздействий до или во время заливки.
Относится к дефектам несоответствия по геометрии отливки.
Источник фото – «Фотоальбом дефектов основного металла»
Источник определения – ГОСТ 19200-80 "Отливки из чугуна и стали. Термины и определения дефектов"
 Неслитина – дефект отливки в виде произвольной формы отверстия или сквозной щели в стенке отливки, образовавшихся вследствие неслияния потоков металла пониженной жидко-текучести при заливке.
Неслитина – дефект отливки в виде произвольной формы отверстия или сквозной щели в стенке отливки, образовавшихся вследствие неслияния потоков металла пониженной жидко-текучести при заливке.
Относится к дефектам несоответствия по геометрии отливки.
Источник фото – «Фотоальбом дефектов основного металла»
Источник определения – ГОСТ 19200-80 "Отливки из чугуна и стали. Термины и определения дефектов"

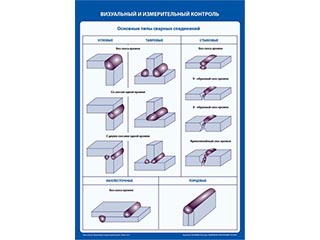
Непровар – дефект в виде несплавления в сварном соединении из-за неполного расплавления кромок основного металла или поверхностей ранее выполненных валиков сварного шва.
В случае несплавления поверхностей ранее выполненных валиков образуются тонкие шлаковые или оксидные прослойки.
Непровары образуются:
- в нижней части шва (корне) при односторонней сварке стыковых соединений;
- в центре шва при двусторонней сварке металла без скоса кромок;
- в корне угловых швов и в случае разделки со скосом кромок;
- по кромкам разных типов соединений;
- между отдельными слоями в многослойных швах.
Причины образования непроваров:
- плохая очистка кромок;
- большая скорость сварки;
- неправильная подготовка кромок под сварку (малый угол скоса кромок и зазор), большое притуплёние, перекос или смещение кромок;
- малые поперечные колебания при газовой сварке;
- недостаточная тепловая мощность дуги или пламени;
- неправильный угол наклона электрода или горелки;
- направление дуги (пламени) на одну из кромок;
- неправильная установка электрода при автоматической сварке;
- магнитное дутье при сварке на постоянном токе;
- чрезмерно большой диаметр электрода для данных размеров и формы подготовки кромок;
- неправильный выбор полярности тока;
- наличие нерасплавленных прихваток.
Для пластичных материалов при статической нагрузке влияние величины непровара на уменьшение прочности конструкции пропорционально относительной глубине (площади) непровара. По некоторым нормативным документам допускаются непровары глубиной до 10¸15%. Для высокопрочных и малопластичных материалов, а так же при динамической нагрузке непровары существенно снижают работоспособность конструкции и не допускаются.
Источник фото – «Фотоальбом дефектов сварных соединений»
Источник текста – учебное пособие «Радиографический контроль сварных соединений» В.И. Горбачев. А.П.Семенов.
![]() Неравномерная ширина шва – дефект сварного соединения в виде чрезмерного колебания ширины шва.
Неравномерная ширина шва – дефект сварного соединения в виде чрезмерного колебания ширины шва.
Источник фото – «Фотоальбом дефектов сварных соединений»
Источник определения – учебное пособие «Радиографический контроль сварных соединений» В.И. Горбачев. А.П.Семенов.
 Вылом – это дефект отливки в виде нарушения конфигурации и размера отливки при выбивке, обрубке, отбивке литников и прибылей, очистке и транспортировании.
Вылом – это дефект отливки в виде нарушения конфигурации и размера отливки при выбивке, обрубке, отбивке литников и прибылей, очистке и транспортировании.
Относится к дефектам несоответствия по геометрии отливки.
Источник фото – «Фотоальбом дефектов основного металла»
Источник определения – ГОСТ 19200-80 "Отливки из чугуна и стали. Термины и определения дефектов"
 Зарез – это дефект отливки в виде искажения контура отливки при отрезке литников, обрубке и зачистке.
Зарез – это дефект отливки в виде искажения контура отливки при отрезке литников, обрубке и зачистке.
Относится к дефектам несоответствия по геометрии отливки.
Источник фото – «Фотоальбом дефектов основного металла»
Источник определения – ГОСТ 19200-80 "Отливки из чугуна и стали. Термины и определения дефектов"
Пузырьковый метод: метод неразрушающего контроля, основанный на регистрации пузырьков пробного газа, проникающего через сквозные дефекты контролируемого объекта.
Источник – ГОСТ 18353-79.
Радиоактивный метод: метод неразрушающего контроля, основанный на регистрации интенсивности излучения, обусловленного проникновением радиоактивного вещества через сквозные дефекты контролируемого объекта.
Источник – ГОСТ 18353-79.
Трансформаторный метод: метод неразрушающего контроля, основанный на регистрации электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в токопроводящем объекте, по изменению э.д.с. на зажимах измерительной катушки.
Источник – ГОСТ 18353-79.
Феррозондовый метод: метод неразрушающего контроля, основанный на измерении напряженности магнитного поля феррозондами.
Источник – ГОСТ 18353-79.
Химический метод: метод неразрушающего контроля, основанный на регистрации проникновения пробных жидкостей или газов веществами, изменяющими свой цвет в результате химической реакции.
Источник – ГОСТ 18353-79.
Электроискровой метод: метод неразрушающего контроля, основанный на регистрации возникновения электрического пробоя и изменений его параметров в окружающей среде или на участке контролируемого объекта.
Источник – ГОСТ 18353-79.
Метод эффекта Холла: метод неразрушающего контроля, основанный на регистрации магнитных полей датчиками Холла.
Источник – ГОСТ 18353-79.
Параметрический вихретоковый метод: метод неразрушающего контроля, основанный на регистрации электромагнитного поля вихревых токов, наводимых в контролируемом объекте полем преобразователя, по изменению полного сопротивления катушки преобразователя.
Источник – ГОСТ 18353-79.