Ультразвуковая толщинометрия в машиностроении
Источник - статья Е. Ф. Кретова опубликованная в журнале «В мире НК» № 2(40). 2008.
Другие статьи на тему толщинометрии изделий можно посмотреть в разделе Статьи.
Как правило, ультразвуковой метод измерения толщины применяют в таких местах металлоконструкций, которые недоступны или труднодоступны для измерения механическим измерительным инструментом. Особенно широко этот метод используют для определения толщины стенок труб, котлов, сосудов, то есть объектов замкнутого типа или с односторонним доступом. Обычно измерения производят на эквидистантных (равноудаленных друг от друга) поверхностях или участках поверхности, хотя принципиально возможны измерения и в других случаях.
По физическим принципам, используемым для измерения толщины, акустические толщиномеры делят на эхо-импульсные и резонансные. Принцип ультразвуковой толщинометрии импульсными приборами основан на измерении времени прохождения ультразвукового импульса в изделии или в слое и умножении измеренного времени на коэффициент, учитывающий скорость звука в материале изделия. В резонансных приборах для измерения толщины используется локальный резонансный метод или локальный метод свободных колебаний, а также интерференционные явления, возникающие при распространении акустических волн в изделии.
Резонансный метод позволяет измерять толщину от минимального значения
hmin= 0,5с/fmax
где с - скорость звука в материале изделия; fmax - максимальная частота прибора [1].
При повышении частоты до 30 МГц можно измерять толщины стальных изделий, начиная с 0,1 мм. Измерение таких толщин эхо-методом выполнить не удается. Использование иммерсионного варианта метода обеспечивает непрерывный контроль труб диаметром 3-^4 мм и более, что также трудно обеспечить другими методами; погрешность составляет при этом 1-^2%. Резонансный метод применяют для контроля изделий с гладкими поверхностями. Изменение толщины в зоне измерения не должно превышать 8 %, при этом измеряется средняя толщина, а не наименьшее ее значение. Этими возможностями определена область преимущественного использования резонансных толщиномеров для измерения толщины при автоматическом контроле тонкостенных труб малого диаметра в иммерсионном варианте. В остальной области повсеместно применяют ультразвуковые эхо-импульсные толщиномеры - простые в управлении и компактные приборы, позволяющие с хорошей точностью измерять толщину > 0,5 мм.
Долгое время измерение толщины ультразвуковым эхо-методом воспринималось со стороны такой же простой операцией, как измерение линейкой. Действительно: поставили искатель в указанную точку на изделии и считали результат. При использовании толщиномеров в лучшем случае руководствовались инструкцией по эксплуатации прибора. Первый отраслевой стандарт в этой области [2] (далее - ОСТ), распространяющийся на изделия судовой техники, появился в 1985 г., то есть существенно позже стандартов (инструкций) по ультразвуковому контролю сплошности материалов и сварных соединений. В1992 г. введен в действие отраслевой методический документ по толщинометрии в атомной энергетике [3] (далее - ПНАЭ), а в 1998 г. - методика измерения толщины элементов грузоподъемных машин [4] (далее - РД РОСЭК). Рассмотрим основные положения технологии ультразвуковой толщинометрии на основе этих трех документов.
Общие положения
В стандартах отмечается, что толщинометрия способом однократных измерений применяется в местах, недоступных для измерения механическим измерительным инструментом. Ее выполняют при изготовлении изделий, их эксплуатации, техническом диагностировании и экспертном обследовании. Измерения выполняют дискретно в запланированных точках на ОК. Необходимость проведения измерений толщины ультразвуковым методом, объем измерений, конкретные точки для измерений и критерии оценки результатов должны быть оговорены в производственно-конструкторской документации.
Современные толщиномеры позволяют производить сплошное (непрерывное) измерение толщины с сигнализацией (или регистрацией) выхода измеряемой толщины за указанные пределы. Однако технология такого контроля в рассматриваемых документах не предусмотрена.
ОСТ и ПНАЭ не ограничивают диапазон измеряемых толщин. РД ограничивает измеряемые толщины диапазоном 2,5 - 60,0 мм. Это ограничение связано с толщинами реально существующих элементов грузоподъемных машин.
![]()
Рис. 1. Стандартный образец предприятия для настройки дефектоскопа при измерении толщины антикоррозионной наплавки
ОСТ и РД РОСЭК регламентируют измерение толщины монометаллических элементов, область применения ПНАЭ распространяется дополнительно на биметаллические изделия, а также на антикоррозионные покрытия из сталей аустенитного класса на изделиях из сталей перлитного класса.
К работе по измерению толщины допускаются дефектоскописты, аттестованные по правилам, действующим в соответствующей отрасли, и изучившие отраслевой стандарт по толщино-метрии. Руководство работами по измерению толщины, периодическая проверка качества его исполнения и оформление заключений по его результатам возлагается на инженерно-технических работников в соответствии с правилами, действующими в отрасли.
Средства контроля
РД РОСЭК регламентирует для целей толщинометрии применение ультразвуковых толщиномеров с цифровой или стрелочной индикацией результатов. Как известно, в функциональной схеме толщиномера реализуются дополнительные относительно дефектоскопа блоки, позволяющие повысить точность измерений (например, автоматическая регулировка усиления для стабилизации амплитуды первого донного сигнала) или дополнительные требования к блокам (короткий и крутой зондирующий импульс, широкополосность) [5]. Поэтому применение толщиномеров при контроле толщин примерно до 100 мм более оправдано, чем дефектоскопов. Однако при толщинах элементов более 100 мм, которые встречаются в судовых конструкциях и характерны для оборудования атомных электростанций (АЭС), чувствительности толщиномеров не всегда достаточно, а измерение толщины антикоррозионных покрытий вообще возможно только дефектоскопом. Поэтому ультразвуковые дефектоскопы включены в состав средств измерения толщины в методиках ОСТ и ПНАЭ.
При использовании толщиномеров следует применять пьезоэлектрические преобразователи (ПЭП), которые входят в комплект толщиномера. Чаще всего это прямые раздельно-совмещенные (PC) ПЭП, иногда применяют прямые совмещенные ПЭП сзадержкой. Взависимости от измеряемой толщины используют ПЭП с частотой из диапазона 2,0 - 10,0 МГц. При измерении толщины монометаллов и биметаллов дефектоскопами используют прямые совмещенные ПЭП с жестким протектором. Толщину антикоррозионного покрытия измеряют прямыми совмещенными (со стороны основного металла) или PC ПЭП (со стороны покрытия). Используют частоты 2,0 - 5,0 МГц.
Для настройки прибора применяют стандартные образцы предприятия (СОП), изготовленные из материала ОК. Основные требования к СОП: воспроизведение скорости звука, формы и состояния поверхности соответствующим параметрам ОК. Так, например, если ставится задача измерения толщины объекта с лакокрасочным покрытием, образец должен иметь покрытие, выполненное по такой же технологии. В тех случаях, когда ОК имеет малый радиус кривизны (менее 50 мм), сложную криволинейную форму поверхности (гибытруб), необходимо применять СОП в виде фрагментов соответствующих изделий. Обычно рекомендуют иметь СОП со ступенями минимально и максимально допустимой толщины. Пример СОП для измерения толщины антикоррозионной наплавки приведен на рис. 1.
Средства контроля должны быть паспортизованы и проходить поверку в установленном порядке.
Подготовка к контролю
Перед проведением измерений необходимо произвести настройку прибора. Конкретные способы настройки для каждого прибора определены инструкцией по эксплуатации, однако они всегда содержат две операции: настройка нуля (т.е. момента входа ультразвукового импульса в ОК) и настройка на скорость звука в ОК. Настройка нуля в современных толщиномерах может быть выполнена без применения внешних образцов. Настройку на скорость звука в ОК осуществляют по СОП. Точность настройки проверяют по нижней и верхней границам диапазона измерений.
Для измерения толщины монометалла или биметалла подготавливают площадку размером 30x30 мм2 с центром в точке измерения. В случае измерения толщины наплавки готовят площадку размером 50x50 мм2. Больший размер площадки связан с тем, что не в каждой точке ОК можно получить отчетливый эхо-сигнал от зоны сплавления основного металла с наплавкой. Иногда для этого требуется произвести небольшие перемещения ПЭП около намеченной точки измерения. Подготовленная площадка должна быть свободна от загрязнений, отслаивающейся окалины или краски. Шероховатость поверхности со стороны ввода ультразвуковых колебаний должна быть R < 6,3 мкм по ГОСТ 2789-73.
Чем более точно необходимо произвести измерение, тем более жесткие требования предъявляются к состоянию обеих поверхностей ОК. Нетсмысла требовать погрешность измерения 8 < 0,1 мм на объекте с корродированной поверхностью.
При измерении толщины на участках удаления поверхностных дефектов для установки ПЭП должна быть подготовлена площадка диаметром 15 мм, параллельная поверхности изделия. Преобразовательдолжен плотно прилегать к поверхности изделия. В некоторых случаях измерение может быть выполнено со стороны, противоположной выборке. Если выборка имеет крутой профиль, не позволяющий обеспечить плоскую площадку для установки ПЭП, измеряют толщину в точках вокруг выборки. Глубину выборки измеряют микрометрическим или индикаторным глубиномером. Толщину в месте выборки находят как разность между минимальной толщиной в окрестности выборки и глубиной выборки.
В соответствии с ПНАЭ температура окружающего воздуха и ОК должна находиться в пределах 5 - 40 "С. ОСТ и РД РОСЭК позволяют выполнять измерения в диапазоне температур, разрешенном инструкцией по эксплуатации применяемого толщиномера. По данным американской спецификации SE-797 каждое увеличение температуры на 55 °С влечет за собой уменьшение скорости звука в стали на 1% [6].
Проведение измерений
Перед началом измерений необходимо ознакомиться с документацией на измеряемый объект и, если возможно, составить представление об ожидаемом состоянии донной поверхности.
На каждый размеченный участок наносят контактную жидкость, устанавливают ПЭП и тщательно притирают к поверхности ОК, добиваясь минимального устойчивого показания. При измерении толщины трубопроводов экран PC ПЭП должен быть ориентирован перпендикулярно образующей трубы. Причиной отсутствия показаний могут быть плохой акустический контакт (например, из-за плохого качества контактной поверхности), язвенная коррозия донной поверхности, отсутствие эквидистантности поверхностей, наличие элемента, приваренного к донной поверхности, наличие внутреннего дефекта материала в месте измерения и др.
При измерении толщины ультразвуковыми дефектоскопами следует проводить и настройку, и измерение в режиме «по фронту». Для уменьшения погрешности настройку и измерение необходимо выполнять при одинаковой высоте эхо-сигнала.
При измерении толщины в местах язвенной и пятнистой поверхности коррозии внутренней поверхности прибор фиксирует отдельные язвины сферической формы размером более 2,5 ч- 3,0 мм. Для определения участка наименьшей толщины приходится выполнять измерения с малым шагом (до Змм и меньше). О наличии пятнистой или язвенной коррозии говорят скачущие показания прибора на небольшом участке измерений.
Считывание результата измерения проводят после получения устойчивого и достоверного показания. Для цифрового прибора оно характеризуется либо одним значением, либо двумя, изменяющимися в пределах дискретности прибора. В последнем случае записывают значение, ближайшее к границе допуска на размер. Если возникает сомнение в правильности показаний толщиномера, участок измерения целесообразно проверить дефектоскопом.
Возможность измерения толщины антикоррозионной наплавки основана на том, что акустические сопротивления основного металла и антикоррозионной наплавки несколько отличаются (z1 = 4,6 х 107 кг-м~2/с; z2 = 4,2 х 107 кгм~2/с), следовательно, на границе сплавления образуется отраженная ультразвуковая волна, которая регистрируется ультразвуковым дефектоскопом. При измерении со стороны основного металла толщина наплавки рассчитывается как разность показаний полной толщины объекта и толщины основного металла (рис. 2).
![]()
Рис. 2. Схема измерения толщины антикоррозионной наплавки со стороны основного металла
Измерение со стороны наплавки усложняется тем, что материал наплавки представляет собой литую аустенитную крупнозернистую структуру. Поскольку коэффициент отражения от границы раздела наплавка-основной металл довольно мал (расчетный коэффициентбез учета диффузного рассеяния Rp = 0,035), требуется установить высокую чувствительность для получения сигнала от границы сплавления. При этом может оказаться, что структурный шум из объема наплавки не позволит выявить сигнал от зоны сплавления. Для оптимизации измерения в этом случае выбирают такой PC ПЭП, у которого фокусное расстояние больше толщины наплавки (рис. 3).
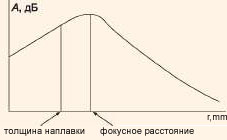
Рис. 3. Схема к выбору PC ПЭП для измерения толщины наплавки со стороны наплавки: А-амплитуда сигнала от отражателя в виде плоскости; r - расстояние от поверхности ввода до отражателя
При этом оказывается, что чувствительность ПЭП в области зоны сплавления всегда выше, чем в материале наплавки, следовательно, можно ожидать, что уровень структурных шумов позволит выделить сигнал от зоны сплавления.
Ошибки измерений
При измерениях могут возникать ошибки трех видов.
Грубыми называют такие ошибки (промахи), при которых получают результат, существенно отличающийся от ожидаемого в данных условиях. Для надежного выявления промаха нужно либо повторить измерение спустя некоторое время, когда контролер уже «забыл» полученный им результат, либо произвести независимое повторное измерение, начиная с настройки прибора, другим контролером. Иногда промах можно легко выявить при беглом просмотре результатов измерений, если какой-то результат явно выпадает из общего ряда.
Систематические - это такие ошибки, величина которых одинакова или закономерно изменяется во всех измерениях, проводимых одним и тем же методом с помощью одних и техже приборов. При ультразвуковой толщинометрии такая ошибка возникает при неправильной настройке задержки нуля или скорости ультразвука.
Указанные два вида ошибок можно минимизировать путем тщательной настройки прибора и внимательном и аккуратном проведении измерений и записи результатов. Наиболее сложно уменьшать величину случайных ошибок, которые изменяются случайным образом при повторных измерениях одной и той же величины. Случайные ошибки возникают из-за:
- колебаний технических параметров в допустимых пределах;
- смещения ПЭП при повторных его установках в точку измерения;
- колебания толщины прослойки контактной жидкости из-за неравномерного прижима ПЭП к изделию;
- срабатывания прибора по разным периодам колебаний в радиоимпульсе;
- других факторов.
Величину случайной ошибки можно уменьшить путем проведения многократных (3-5) измерений в одной точке. Погрешность измерений определяется преимущественно случайными ошибками. Экспериментальное определение погрешности измерений основано на статистической обработке многократных измерений в нескольких точках и сравнении результатов измерений с действительной толщиной [2]. В общем случае погрешность измерений в машиностроении принимают равной +(-) 0,2 мм при измеряемой толщине Н до 20 мм и 0,01Н при толщине более 20 мм. Для дальнейшего уменьшения погрешности измерений следует:
- проводить измерение при отношении максимального к минимальному значению толщин не более 2;
- использовать для настройки две ступени СОП из материала ОК: одну - с максимальной, вторую - с минимальной допустимой толщиной;
- производить настройку прибора по точке ОК, в которой известно точное значение толщины.
При этих условиях можно добиться погрешности измерений, равной дискретности показаний прибора.
Погрешность измерения толщины антикоррозионной наплавки связана не с техническими параметрами прибора или технологическими особенностями процесса измерения, а с колебаниями положения зоны сплавления в пределах падающего на нее пучка ультразвуковых колебаний, другими словами - с технологией выполнения самой наплавки. Установленная погрешность измерений толщины антикоррозионной наплавки, выполненной ленточными электродами, составляет +(-) 1,0 мм [3].
Форма записи результата измерений
Результат измерений должен быть представлен в виде:
x, d от dн до dв; Р, где х, мм - номинальное значение результата измерения; dн, dв - нижний и верхний пределы погрешности измерения; Р - вероятность, с которой погрешность находится в этих границах.
Пример: 22,3 мм +(-) 0,2 мм; Р = 0,972.
Значение доверительной вероятности допускается не указывать, если Р = 0,95.
При оформлении результатов нескольких измерений, выполненных в одинаковых условиях и имеющих одинаковые показатели точности (d и Р), их указывают один раз для всех результатов измерений.
Литература
1. Ермолов И. Н., Ланге Ю. В. Ультразвуковой контроль. - В кн.: Неразрушающий контроль/ Справочник// Под общ. ред. В. В. Клюева. Т. 3.
- М.: Машиностроение, 2004. - 864 с.
2. ОСТ 5Р.5550-85. Отраслевой стандарт. Контроль неразрушающий. Полуфабрикаты и изделия металлические. Ультразвуковой метод измерения толщины. - М.: Изд-во стандартов, 1985.
3. ПНАЭ Г-7-031-91. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных энергетических установок. Ультразвуковой контроль. Часть III. Измерение толщины монометаллов, биметаллов и антикоррозионных покрытий. - М.: ЦНИИатом-информ, 1992. Не действует - Не подлежит применению.
4. РД РОСЭК-006-97. М. Машины грузоподъемные. Конструкции металлические. Толщино-метрия ультразвуковая. Основные положения.
- М.: Машиностроение, 1998.
5. Алешин Н. П. и др. Методы акустического контроля металлов. - М.: Машиностроение, 1989. - 456 с.
6.ASME Code, секция V, раздел V, статья 23, спецификация SE-797. Типовая методика измерения толщины ручным ультразвуковым эхо-импульсным методом.